How to Weld Plastic Pipes: Socket vs Butt Fusion Welding

Plastic pipe welding has really become the go-to method for joining materials in modern plumbing, HVAC, and utility projects. When done correctly, the joint forms a single, leak-proof structure. In this guide, we’ll dive into the two most popular plastic welding techniques used in professional installations, Socket Welding and Butt-Fusion Welding.
Socket welding is typically the quicker and more practical option for smaller pipes and tight indoor spaces, while butt fusion is the preferred choice for larger diameters and full-bore pipeline connections. By the end of this guide, you’ll be equipped to select the right method for your needs, understand the necessary steps in the process, and steer clear of common welding failures that can lead to leaks, restrictions, and costly rework.
What Plastics Are We Welding?
Plastic pipe welding is not a universal process. The results vary significantly based on the type of material, its melting characteristics, and if the pipe and fitting are compatible for welding. In professional plumbing, HVAC, and utility work, the most commonly weldable pipe materials are PP-R, PE, and PVDF. Each of these materials is suitable for specific environments and duty cycles.
Socket Welding Explained
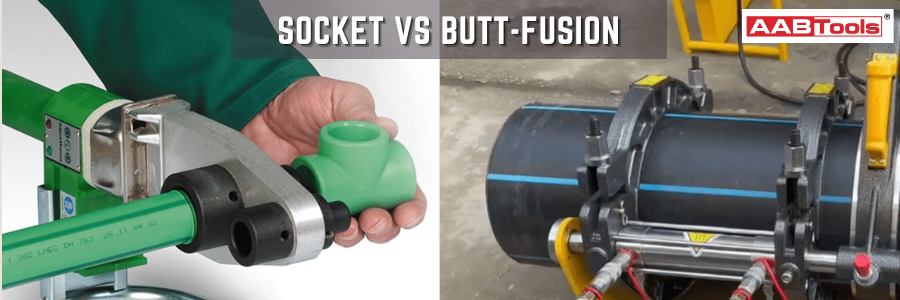
Socket welding is a fusion joining method where the ends of a pipe and a fitting socket are heated simultaneously using a socket welding tool. Once both surfaces reach the appropriate fusion temperature, the pipe is inserted into the fitting, creating a homogeneous and leak-free joint. This means the connection becomes an integral part of the pipe system rather than a separate "joining point."
This method is ideal for smaller diameters, especially in indoor plumbing and service installations where space is limited and speed is important. Socket welding is commonly used for building services such as hot and cold water lines, HVAC piping, and compact service runs, where butt-fusion equipment would be impractical.
Socket Welding Workflow

Socket welding is a common method for joining thermoplastic pipes such as PP-R / PPR, HDPE, and PP-RCT. It creates a strong, homogeneous, leak-proof joint by simultaneously heating the outside of the pipe and the inside of the fitting, then joining them axially (straight in) without twisting. It’s most commonly used for smaller pipe sizes, often up to around 63 mm.
1) Preparation
A strong weld depends more on preparation than force.
Cut Square
Use a plastic pipe cutter or a saw with a miter box to ensure a straight cut. This allows the pipe to sit evenly in the fitting and heat uniformly.
Deburr and Chamfer
Remove any internal and external burrs, and then add a light chamfer to the edges. This prevents the molten plastic from scraping during insertion and improves alignment.
Clean Pipe and Fitting
Wipe the end of the pipe and the fitting socket with a lint-free cloth and a suitable cleaner, commonly isopropyl alcohol, to remove dust, grease, moisture, and debris.
Mark Insertion Depth
Mark how far the pipe should enter the fitting. Some installers use a cold ring or marker for this purpose. This helps prevent under-insertion and avoids pushing the pipe too deep.
2) Heating Phase
Fit the Correct Heating Bushes/ Dies
Install the appropriate male and female heating bushes on the socket welding tool.
Verify Tool Temperature
Ensure that the heating tool reaches the recommended fusion temperature for the pipe material. It is important to maintain temperature stability rather than applying excessive heat. For critical work, consider using a surface thermometer or temperature indicator to confirm consistency.
Heat Pipe and Fitting Simultaneously
Position the end of the pipe onto the heating spigot and the fitting onto the heating socket at the same time.
Do Not Rotate
Avoid twisting the pipe or fitting during the heating process, as rotation can disturb the surfaces and compromise fusion quality.
Follow Correct Heating Time
Begin timing once both components are fully seated on the heating tools.
3) Joining Phase
Remove Both Parts Swiftly
Quickly and cleanly detach the pipe and fitting from the heating tools.
Insert Without Twisting
Immediately push the pipe straight into the fitting (axially) until you reach the marked insertion depth. Avoid twisting during this process.
Hold to Set
Firmly hold the joint for a few seconds to allow the initial seal to form and ensure proper alignment.
4) Cooling Phase
Allow the joint to cool for the recommended time, typically 1 to 2 minutes, depending on the size and material. Do not apply any load or pressure while the joint is cooling. Avoid bending, pulling, or pressurizing the line until the joint has fully cooled and stabilized.






Butt-Fusion Welding Explained
Butt-fusion welding is a method used to join plastic pipes. In this process, the ends of two pipes are trimmed flat and heated against a hot plate. Once heated, the pipes are pressed together under controlled pressure to create a strong, leak-proof joint. This technique is most commonly used for HDPE and polyethylene PE systems, making it ideal for applications that require high joint integrity over long pipe runs. Ideal for larger diameters, long pipelines (water, irrigation, utilities), and outdoor, industrial, and infrastructure applications where full-bore flow and joint strength are critical.
Butt-Fusion Workflow
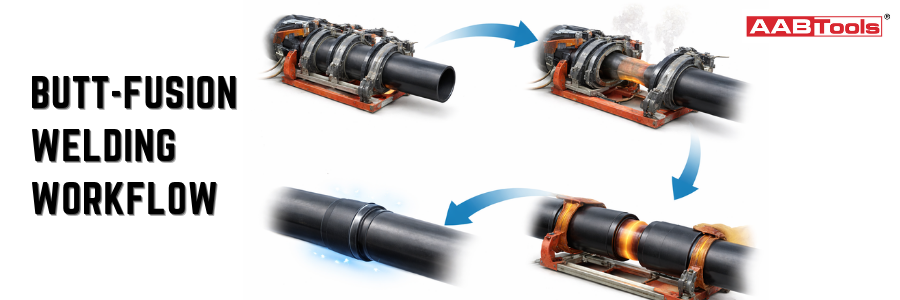
A reliable butt-fusion weld is all about repeatable preparation, controlled heating, and stable pressure.
Preparation & Cleaning
Thoroughly clean the ends of the pipes using a lint-free cloth and an appropriate cleaner, typically isopropyl alcohol, to eliminate dirt, grease, and moisture. Protect the work area from dust and wind as much as possible.
Clamping & Alignment
Place both pipes into the fusion machine and secure them in the clamps. Ensure the pipes are level, centered, and fit together without gaps or offsets.
Facing
Use the machine’s facing tool (trimmer) to smooth both pipe ends. The goal is to create smooth, flat, and parallel faces for proper fusion contact. Verify that the faces meet evenly and are clean.
Heating Phase
Place the heater plate between the ends of the pipes.
Bead-up: Apply initial pressure to create a small, uniform melt bead around the entire circumference.
Heat soak: Reduce the pressure to maintain contact while allowing heat to penetrate the wall thickness for the specified duration.
Changeover & Fusion
Quickly and cleanly remove the heater plate to minimize changeover time. Immediately bring the molten ends together and apply the necessary fusion pressure. Hold steady to create a uniform, double roll-back bead.
Cooling
Maintain fusion pressure while the joint cools in the clamps. Do not move, bend, or stress the joint until it is fully cooled; cooling time can be significant for larger diameters.
Inspection
Remove the clamps and visually inspect the weld bead for consistency and symmetry. If necessary for critical lines, adhere to project standards for any required additional testing, whether non-destructive or destructive as applicable.






Socket vs Butt-Fusion: Which One Should You Choose?
Choosing between socket welding and butt-fusion welding depends on factors like pipe size, site conditions, performance expectations, and the importance of inspection or traceability. Both methods can create leak-proof systems, but they are not interchangeable.
1) Diameter range and typical use cases
Socket welding, often referred to as socket fusion, is particularly effective for small-diameter pipes, usually up to about 63 mm, and is frequently mentioned in the context of DN50 or 2 inches in various building service applications. You’ll commonly find this technique used in indoor polypropylene-random (PP-R) services, compact risers, HVAC distribution systems, tight service runs, and connections in plant rooms.
Butt-fusion welding is versatile enough to handle pipes of all sizes, with notable benefits for larger diameters. This method is typically used for installing high-density polyethylene (HDPE) pipelines, outdoor utility projects, long runs, and industrial distribution systems where maintaining joint integrity and ensuring flow efficiency are essential.
2) Speed on site
Socket welding is usually the go-to method for smaller diameters and repetitive joints, making it perfect for projects that need to be completed quickly. It requires less setup time, which makes it easier to manage in indoor environments. This technique is particularly advantageous for teams that have to make a lot of connections in a tight timeframe.
On the other hand, butt fusion can be quite effective once everything is set up correctly, but it generally takes longer overall. This is because of various factors, such as the need for clamping and alignment, along with the steps involved in facing and trimming.
3) Joint profile: internal restriction vs. full bore
Socket welding is all about fitting a pipe into a socket, which can slightly alter the internal profile based on the system and technique in play. While this approach works well for most building services, it might not be the ideal choice when you need maximum bore continuity.
Butt-fusion welding offers a seamless, full-bore internal path without any socket overlap. This technique shines when it comes to high flow efficiency and long-distance distribution, making it a great fit for situations where turbulence and pressure loss are major factors.
4) Portability and working space
Socket welding is a super handy option that makes it easy to move the compact tool set from one floor to another. This technique shines in tight spaces and can be done even in tricky overhead or awkward positions, as long as you have the right supports in place.
Butt fusion needs a specialized fusion machine equipped with clamps, a facing tool, and a heater plate, which is typically hydraulic to maintain precise pressure control. This method works best when there's plenty of room to set everything up, ensuring the pipes are properly aligned.
5) Best-fit applications: service lines vs. pipelines
When selecting the appropriate welding method for your project, consider using socket welding for applications such as service lines within buildings, small-diameter PP-R plumbing, and HVAC systems, especially in confined installation areas where swift and cost-effective connections are crucial. This method is particularly advantageous for projects that emphasize portability and speed.
Butt fusion is the preferred option for long pipelines, including those utilized for water distribution, irrigation, and utility services. It is particularly effective for large-diameter HDPE networks and is well-suited for systems that encounter higher pressure and temperature requirements. Butt fusion is also essential for projects that demand maximum joint strength and uninterrupted flow.
6) Safety & Compliance Notes
Plastic pipe welding is a controlled heating process that carries certain risks, especially when teams are working quickly, in confined spaces, or outdoors. To prevent injuries, avoid failed welds, and eliminate costly rework, it is essential to practice safe handling and conduct basic compliance checks when performing socket welding or butt-fusion welding.
Burns and hot surfaces
To ensure safety when using high-temperature heating tools and molten plastic, it is essential to wear appropriate PPE. This includes heat-resistant gloves, long sleeves, safety glasses or face protection, and safety footwear. Always treat heating plates, dies, and bushes with caution, assuming they are hot at all times.
To further enhance safety, make use of tool stands and designate safe resting points to prevent accidental contact with hot surfaces. It's also important to maintain a controlled welding area by eliminating loose cables, reducing clutter, and keeping bystanders at a safe distance from the welding zone. Avoid touching heated pipe faces or fittings, as this not only prioritizes your safety but also helps prevent contamination that could compromise the integrity of the joint.
Ventilation
Plastic welding typically does not produce heavy fumes like some other processes, however, proper ventilation is still essential, especially when working indoors.
In plant rooms, risers, and enclosed areas, make sure there is adequate airflow. If you are welding in a confined space, be sure to follow site rules regarding ventilation and safe working practices.
Keep flammable materials away from the heating area, and avoid working in poorly ventilated spaces if there is a significant build-up of heat.
Choose AABTools for Socket Welding & Butt-Fusion Welding in the UAE
From installing PP-R pipework in building services and welding compact indoor service runs to completing long-distance HDPE pipelines for utilities and industrial projects, having the right plastic pipe welding equipment significantly impacts joint quality, installation speed, and long-term reliability. At AABTools, we offer a professional range of Rothenberger socket welding and Rothenberger butt-fusion welding solutions tailored for contractors and technical teams. Our equipment ensures consistent, leak-proof results on every job.
As official distributors, AABTools supplies 100% genuine Rothenberger plastic pipe welding equipment. Our products come with full manufacturer warranties and are designed for real site conditions where temperature stability, durable heating components, and consistent welding parameters are essential. With local stock available in the UAE, fast delivery, and expert pre-sales support, our team is ready to help you choose the right Rothenberger setup based on your specific needs. Visit the AABTools Experience Center in Dubai today to compare options, understand the welding workflow, and receive hands-on guidance.